

运料车主要用于搬运加工工件,在工矿企业的生产车间是比较常见的运输设备。运料车由三相交流异步电动机进行驱动。其运动方向的改变主要是通过电动机的正反转来实现。控制系统正常运行时,一般设为连续运行(自动控制)状态。但在调试系统或设备维修过程中,往往需把系统设为点动控制(手动控制),所以运料车的控制实际上就是电动机点动、连续正反转控制。
运料车由三相交流异步电动机拖动,可左右运行,如图1所示。具体控制要求如下:

1.点动控制时,按点动正转按钮,电动机正转点动运行,运料年左行;按点动反转按钮,电动机反转点动运行,运料车右行。
2.连续控制时,按正转按钮,电动机连续正转,运科车连续左行;按反转按钮,电动机连续反转,运料车连续右行;按停止按钮,运料车随时停止。
3.运料车应有软、硬件互锁控制功能。
要求用前面已经学过的编程元件和方法试着编写PLC控制编程(梯形图):
(1)用触点线圈指令编程;(2)用置位复位指令编程;(3)用跳转与跳转标号指令编程。
一、设计电气原理图
1.选择电器元件及PLC型号
输入信号:点动正转按钮1个、点动反转按钮1个、连续正转按钮1个、连续反转按纽1个、停止按钮1个,输入信号共5个,要占用5个输入端子,所以PLC输入至少需5点。(这里说明一下,限位因篇幅的原因,不做考虑)。
输出信号:正转接触器1个、反转接触器1个,占用PLC两个输出端子,所以PLC输出至少需2点。查西门子PLC用户手册可知,CPU221主机输入6点、输出4点,能满足实际需求的输入5点输出2点的要求。因PLC控制电动机,所以继电器输出型的PLC就能满足要求,选择CPU221继电器输出型的PLC即可。
2. 设计电气原理图
电气原理图见图2所示。

二、控制程序设计
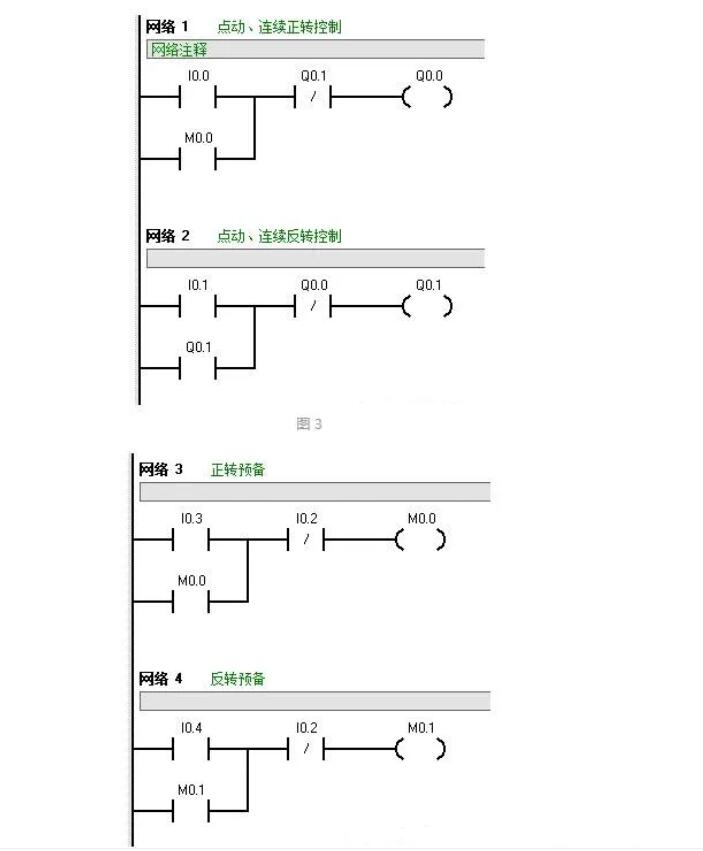
1.用触点指令编程
运料车的控制要求既有点动又有连续正反转控制功能, 用中间继电器进行状态转换后就很较易实现要求,如图3所示,网络1、网络3实现了既能点动又能连续的正转控制,网络2、网络4实现了既能点动又能连续的反转控制。
2. 用置位复位指令编程
用置位位复位指令编程也可以实现电动机连续控制,其运行程序如图4(a)所示。()

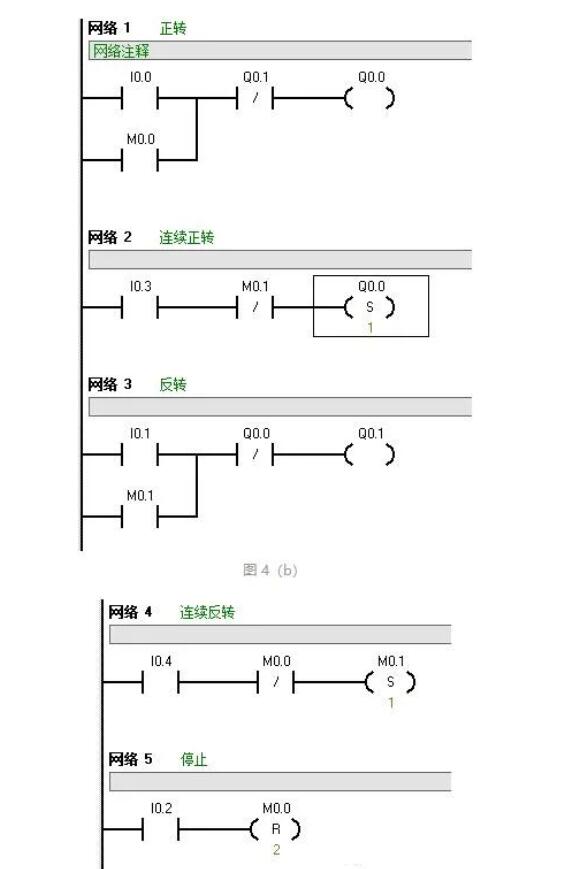
点动控制不能用置位复位指令,只能用触点线圈指令编程,既有点动、又有连续控制功能的电动机运行程序如图4(b)所示。
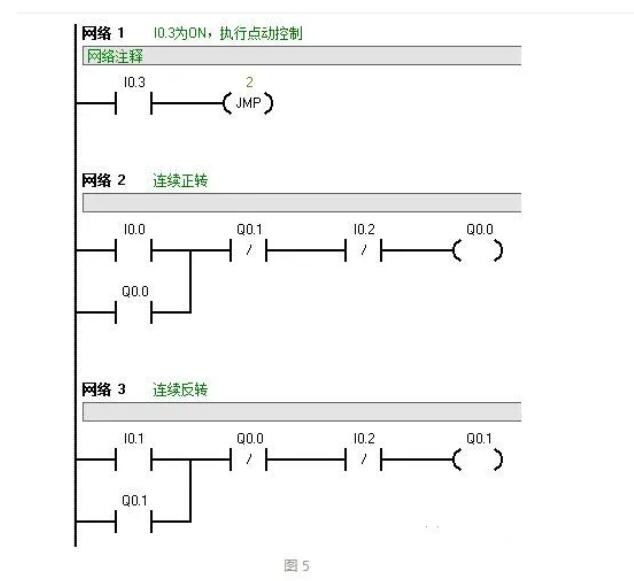
3.用跳转与跳转标号指令编程
前面用5个按钮实现运料车点动,连续启停控制,其实点动、连续控制方式也可用旋转开关进行方式选择,这时正转反转停止按钮仍需要,电气原理图稍有变化。输入信号:旋钮开关1个,正转启动校钮1个,反转启动按钮1个,停止按钮1个,输入至少需4点。输出信号同前,正反转接触器线圈各1个,至少需2点。仍选择CPU221 (输入6点,输出4点)继电器输出型。
电气原理图可在图1的基础上稍作修改,输入信号少用个按钮, 在此不再重画电气原理图,程序中I0.3假设接通为点动,断开为连续,控制程序如图5所示。

前面也提到过,任何一个实际控制程序,可以用不同的方法来进行编写。究竟什么样的程序是合适的,就要看程序是不是编写简单、维护起来方便,还有就是运行可靠,尽量减少冗余。不知大家以为如何?
前面也提到过,任何一个实际控制程序,可以用不同的方法来进行编写。究竟什么样的程序是合适的,就要看程序是不是编写简单、维护起来方便,还有就是运行可靠,尽量减少冗余。不知大家以为如何?
(内容来源网络,版权归原作者)
免责声明:如涉及版权,请联系删除!任何人和机构不承担相关的法律责任。
西门子PLC培训,三菱PLC培训,工业机器人编程培训,电气自动化培训
地址:成都市龙泉驿区成龙大道三段388号

